|
Productdetails:
|
| Productnaam: | Van de Glazen buisflesjes 2ml-50ml van de verpakkingsbuis de Vloeistof of de Macht | Materiaal: | borosilicate glas |
|---|---|---|---|
| Volume: | 2ml-50ml | Gebruik: | vloeistof of macht |
| Het verzegelen: | rubberkurk | Steekproef: | Vrij |
| Markeren: | 2ml glasreageerbuis,het glasreageerbuis van de machtsverpakking,2 ml-glazen buisflesjes |
||
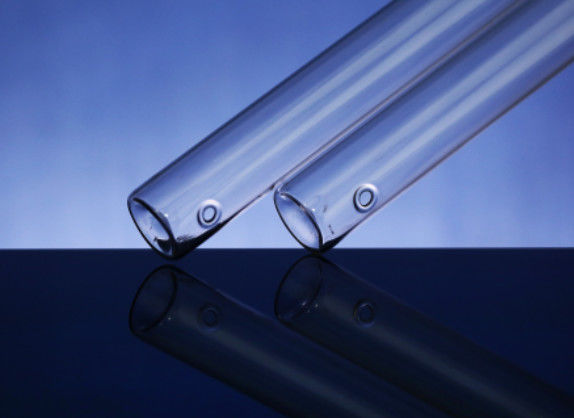
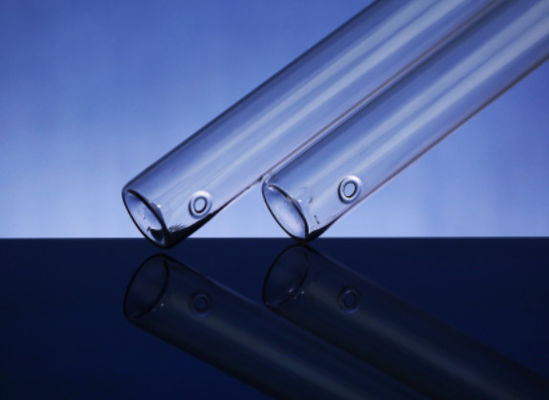
Van de Glazen buisflesjes 2ml-50ml van de verpakkingsbuis de Vloeistof of de Macht
Productiemethode van glasflesjes
[Technisch gebied]
De onderhavige uitvinding heeft op een methode om glasflesjes betrekking, in het bijzonder farmaceutische flesjes of ampullen, en daarvan geproduceerde glasflesjes te produceren.
[Achtergrondtechniek]
De glasflessen voor geneeskrachtige doeleinden (ook genoemd zogenaamde „flesjes“) worden gebruikt bestaan uit neutraal glas, d.w.z. glas dat als hydrolyseklasse 1 kan worden geclassificeerd, waarvoor de gestandaardiseerde test ISO 719 (DIN 12111 die) ook wordt gebruikt. gras. Vooral borosilicate zijn de glazen, zoals DURAN® of Fiohx® (allebei zijn gedeponeerde handelsmerken van SCHOTT AG, Mainz) neutrale glazen.
[0003] de flesjes of de ampullen moeten als laag een alkali-metal emissie bovendien hebben mogelijk, die volgens de gestandaardiseerde test ISO 4802 wordt gemeten. De glasoppervlakten door verdamping en deposito van glascomponenten worden op de glasoppervlakte moeten, vooral tijdens het thermoforming worden vermeden. veroorzaakt die Dit gezegd zijnde, in de slechtste gevallen, kan deze losmaking in de inhoud van het flesje krijgen, die de inhoud vernietigen.
1. In termen van productieproces, zijn de geneeskrachtige glasflessen over het algemeen verdeeld in twee categorieën: gevormde flessen en buisflessen. De gevormde flessen zijn verdeeld in large-mouth flessen (flessendiameter boven 30MM) en klein-mondflessen. De eerstgenoemde wordt gebruikt om poeder, blok en deegpunten te houden, en de laatstgenoemde wordt gebruikt om vloeibaar te houden.
2. Volgens de vorm van de flessenmond, het is verdeeld in cork flessenmond, de mond van de schroeffles, de mond van de kroonkurkfles, rollende flessenmond en berijpte flessenmond enz. Volgens het gebruik, is het verdeeld in „flessen voor éénmalig gebruik“ die na één gebruik en „recyclingsflessen“ worden verworpen die voor veelvoudige omzet worden gebruikt.
3. Volgens de inhoud, kan het in zure flessen, geneeskundeflessen, reagensflessen, infusieflessen, voorbereidingsflessen, enz. worden verdeeld.
De geneeskrachtige vertoning van de glasfles
De geneeskrachtige vertoning van de glasfles (13 foto's)
4. De geneeskrachtige glasflessen kunnen ruwweg in de volgende categorieën volgens het verschillende gebruik van geneesmiddelen worden verdeeld: verpakking van infusieoplossingen, verpakking van mondelinge vloeistoffen, verpakking van tabletten en capsules, en verpakking van poederinjecties. Infusieoplossing die verpakken: de binnenlandse grote infusie verpakking is hoofdzakelijk de flessen van de glasinfusie
Eigenschappen
◆GMP productiemilieu
◆Online statistische controle
◆ontmoet ISO-grootte en verschijningsaql niveau
◆het ontdekken van cameraparameters en kritieke groottetekorten in verschijningssleutel 77
◆Elk product kan aan de tijd van levering (DD-MM-YY), verschuiving, machine en exploitant worden gevonden.
1. Roterende snelheid: tijdens de uitbreiding van centrifugaalpijp, bepalen de roterende snelheid en de diameter de middelpuntvliedende kracht. Wanneer de diameter constant is, is hoger de snelheid, is groter de middelpuntvliedende kracht. Onder de actie van middelpuntvliedende kracht, is groter de diameter, is langzamer de snelheid. Daarom tijdens pijpuitbreiding, zal het uitbreidingstarief als basis van de diameter van de glaspijp worden gebruikt
2. Bepaal de muurdikte en de overeenkomstige temperatuur. De verwarmende en zacht wordende druk tijdens pijpleidingsuitbreiding, het het rangschikken apparaat om de diameter te controleren hangt hoofdzakelijk van een reeks van synchroon roterende glazen buis af, die een bredere snelheidswaaier vergt.
principe
Het doel is permanente spanning en structurele onevenwichtigheid in glasproducten te elimineren. Het glas is een slechte thermische leider. Nadat het product wordt gevormd, zullen de oppervlaktelaag en de binnenlaag een temperatuurverschil tijdens het het koelen procédé hebben. Wanneer de oppervlaktelaag hard wordt gemaakt en de binnenlaag kleverig is, bestaat het temperatuurverschil maar de spanningsontspanning bestaat niet. Dit temperatuurverschil komt voor wanneer de oppervlaktelaag aan kamertemperatuur wordt gekoeld. , Blijft de binnenlaag bedaren en krimpt, wat door de oppervlaktelaag wordt belemmerd om trekspanning te veroorzaken, en tegelijkertijd, veroorzaakt de oppervlaktelaag samenpersende spanning, die permanent is. De grootte en de distributie van de permanente die spanning door het thermische proces in elk deel van het product wordt veroorzaakt zullen niet, daarom, het zullen beïnvloeden de sterkte van het glasproduct eenvormig zijn, en zelfs breken alleen gepast om concentratie te beklemtonen. Het ontharden kan schadelijke spanning binnen het glas elimineren en nieuwe spanning verhinderen worden geproduceerd.
Contactpersoon: Vicky Song
Tel.: 86-15832766956